螺旋焊缝钢管作为一种重要的管材,广泛应用于石油、天然气、供排水、化工等长距离输送领域。其性能的优劣,直接取决于制造过程中的核心环节——焊接与防腐处理。本文将系统阐述螺旋焊缝钢管的焊接参数设定要点,并深入解析其防腐工艺,以期为相关工程应用提供参考。
一、螺旋焊缝钢管焊接参数详解
焊接是螺旋焊缝钢管成型的关键工艺,其参数的选择直接关系到焊缝质量、力学性能和生产效率。主要参数包括:
- 焊接电流与电压:
- 电流大小影响熔深和焊接速度。电流过大易导致烧穿、咬边和飞溅增多;电流过小则可能造成未焊透、熔合不良。
- 电压影响电弧长度和熔宽。电压过高,电弧不稳定,易产生气孔;电压过低,则焊缝窄而凸起,成形差。
- 通常采用埋弧自动焊(SAW),电流与电压需根据钢管材质、壁厚进行精确匹配,并与焊接速度协调。
- 焊接速度:
- 指焊枪或钢管旋转的线速度。速度过快,热量输入不足,易产生未焊透、冷裂纹;速度过慢,则热输入过大,导致晶粒粗大、焊接变形严重,甚至烧穿。
- 需与电流、电压形成最佳组合,在保证熔深和焊缝成形的前提下,追求高效率。
- 焊丝直径与伸出长度:
- 焊丝直径影响电流密度。粗丝适用于大电流、厚板焊接;细丝适用于小电流、薄板或要求较高成形质量的场合。
- 焊丝伸出长度(干伸长)影响电阻热,过长会导致焊丝过热熔化过快,电弧不稳;过短则可能影响焊剂保护和观察。
- 焊剂类型与颗粒度:
- 焊剂需与焊丝材质匹配,共同决定焊缝金属的化学成分和力学性能。
- 焊剂颗粒度影响透气性和熔渣覆盖效果,对防止气孔、改善焊缝表面质量至关重要。
- 坡口形式与对口间隙:
- 螺旋焊管通常采用I型坡口或小角度V型坡口。
- 对口间隙需严格控制,间隙过大易烧穿,过小则影响根部熔合。
- 预热与层间温度(针对高强度或厚壁钢管):
- 预热能降低焊接冷却速度,减少淬硬组织和冷裂纹倾向。层间温度控制则防止过热。
参数优化核心:所有参数并非孤立存在,而是一个相互关联的系统。现代螺旋焊管生产线普遍采用计算机控制系统,通过工艺试验和数据模型,实现焊接参数的实时监控与动态优化,确保焊缝质量的稳定一致。
二、螺旋焊缝钢管防腐技术解析
钢管在埋地或水下等环境中,面临着土壤腐蚀、杂散电流腐蚀、微生物腐蚀等多种挑战。因此,防腐处理是延长管线寿命、保障安全运行的必由之路。常见的防腐技术主要包括涂层防腐和阴极保护两大类,且常结合使用。
(一)外防腐涂层技术
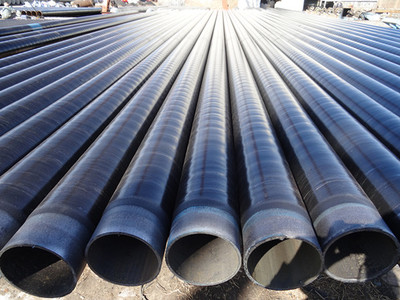
- 三层聚乙烯(3PE)防腐:
- 这是目前主流、性能最优越的外防腐技术之一。结构为:环氧粉末涂层(FBE) → 聚合物胶粘剂层 → 聚乙烯(PE)外层。
- 环氧粉末层:提供优异的附着力、耐化学性和阴极剥离抵抗力。
- 胶粘剂层:起粘结作用,使PE层与环氧层牢固结合。
- 聚乙烯层:提供卓越的机械保护(抗冲击、抗磨损)、绝缘性和防水性。
- 3PE涂层综合了FBE的防腐性和PE的机械性,适用于大多数严苛环境,尤其是长输管线。
- 熔结环氧粉末(FBE)防腐:
- 单层FBE涂层附着力和耐阴极剥离性能极佳,防腐性能优越。但机械强度相对较低,在运输、施工中需注意保护。常用于穿越段、补口及一些对机械损伤风险较低的区域。
- 双层环氧(2FBE)防腐:
- 在标准FBE涂层上再喷涂一层增厚型环氧粉末,显著提高了涂层的抗冲击和抗磨损能力,同时保留了FBE的所有优点,是3PE的一种重要替代方案,尤其在石方区、海底管道中应用广泛。
- 其他涂层:如煤焦油瓷漆、聚乙烯胶带等,因其环保性或性能局限,在新建主干管线中已逐步被以上涂层替代。
(二)内防腐涂层技术
为减少输送介质(尤其是腐蚀性介质、水或含杂质油气)对管壁的腐蚀和磨损,降低输送阻力,常进行内防腐。常用技术有:
- 液体环氧涂料内涂:通过离心喷涂、无气喷涂等方式施工,形成致密保护膜。
- 内衬减阻涂层:在环氧底漆上加涂光滑的面漆(如聚合物),显著降低管壁粗糙度,提高输送效率。
(三)阴极保护
阴极保护是一种电化学防腐方法,与涂层系统联合构成“双重保护”。
- 原理:通过向钢管施加阴极电流,使其电位极化至腐蚀免疫区,从而抑制钢管本身的电化学腐蚀反应。
- 方法:分为牺牲阳极法(连接更活泼的金属,如镁合金、锌合金阳极)和强制电流法(外加直流电源和辅助阳极)。长输管线多采用强制电流法。
三、焊接与防腐的协同关系
- 焊接质量是防腐基础:焊缝必须平整、连续、无超标缺陷(如咬边、气孔、夹渣)。任何表面缺陷都会成为涂层的薄弱点,引发局部腐蚀,甚至导致涂层过早失效。
- 防腐前的表面处理:钢管及焊缝区域在涂覆前必须进行严格的表面处理,通常要求达到Sa 2.5级(近白级)的喷砂除锈标准,并保证一定的锚纹深度,以提供涂层附着的理想界面。
- 现场补口与补伤:这是管线防腐的薄弱环节。需采用与主体防腐层相匹配或兼容的材料(如热收缩套、无溶剂环氧涂料等),并严格按照工艺要求进行施工,确保焊缝区域得到完整、连续的防护。
###
螺旋焊缝钢管的制造与防护是一个系统工程。精准优化的焊接参数是保证钢管结构完整性与安全性的基石,而科学高效的防腐体系则是赋予钢管长久生命力的铠甲。随着材料科学与工艺技术的进步,如激光-电弧复合焊、新型纳米复合涂层等技术的应用,螺旋焊缝钢管必将在更广阔的领域,以更高的可靠性和经济性服务于国家基础设施建设与能源战略安全。